
مبانی برنامه نویسی دستگاه CNC
با سلام به همراهان وبسایت بورس صنعت در این مقاله قصد داریم به مبانی برنامه نویسی دستگاه فرز CNC بپردازیم. تا انتهای این پست همراه ما بشید.
مجموعه ای از دستورات که ماشین بر اساس آنها عمل می کند برنامه نامیده می شود. الزام است که تمام دستورات ، قبل از اینکه توسط ماشین اجرا شوند بارها بررسی شوند زیرا هر اشتباهی ممکن است باعث صدمه به ابزار ، قطعه ویا ماشین شود. برنامه نویس باید شیوه ماشینکاری با CNC را طوری انتخاب نماید که از سایر روشهای ماشینکاری سریعتر ، ساده تر و ارزانتر باشد ، مراحل ماشینکاری را درست برنامه ریزی کند ، مبداء و سیستم مختصات را درست انتخاب کند ، انتخاب ابزار و تعویض ابزار را به درستی برنامه ریزی کند و سرعتها ، پیشروی ها و دیگر اطالعات ماشینکاری را به درستی محاسبه نماید.
نامگذاری محورها و جهت حرکت
تمامی ماشینهای کنترل عددی برای جهت حرکت و نام محورها از قوانین استاندارد استفاده می کنند. براساس استاندارد 66217 DIN ،ماشینهای کنترل عددی از قانون دست راست استفاده می شود.

اشکال زیر جهت محورهای اصلی و دورانی در ماشینهای ابزار را نشان می دهند.


روش های برنامه نویسی
برنامه نویسی دستی
این روش برنامه نویسی به دو صورت دستی و به کمک کامپیوتر انجام می شود و یک زبان سطح پایین است که در آن با زبان ماشین صحبت می شود. یک سطر برنامه شامل موارد زیر است:

تفسیر این خط از برنامه به صورت زیر است :
N4 شماره سطر را نشان می دهد هر سطر باید یک شماره یک تا چهار رقمی داشته باشد.
G2 کدهای G شامل دستورات حرکتی ( شرایط مسیر) هستند که به همراه دورقم بیان می شوند اکثر توابع G بر جملات بعدی موثر هستند و در صورت عدم تغییر درنحوه حرکت از یک جمله به جمله دیگر الزام نیست این توابع در هر سطری مجددا نوشته شود.
Z,Y,X مختصات نقاطی هستند که ابزار براده برداری در انتهای عملیات خود باید به آن برسد را به اطلاع ماشین می رساند. در کنار این مختصات ممکن است K,J,I به عنوان پارامترهای میان یابی دایره ای ویا R برای بیان شعاع قوس به کار روند.
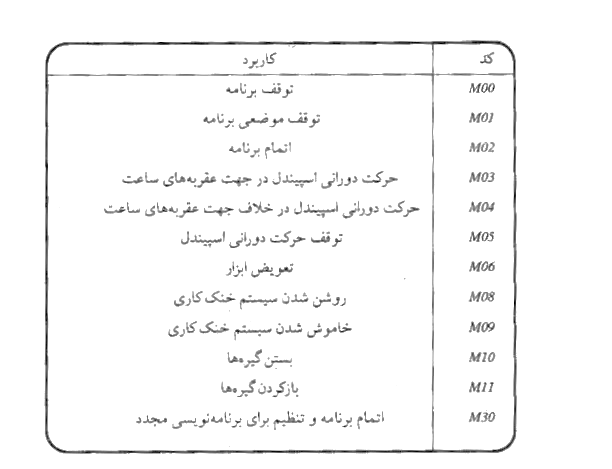
M2 این کدها در بر دارنده فعالیت های الزام برای انجام عملیات ماشینکاری می باشند ولی هیچگونه حرکت ابزار را تولید نمی کنند و با دو رقم مشخصه همراه هستند.
T2 این حرف برای فراخوانی ابزارها بر حسب شماره دو رقمی که در حافظه اطلاعات ابزار ذخیره شده است به کار می رود.
D2 در این حرف شعاع ابزار ذخیره می شود و فراخوانی شعاع در برنامه این کد استفاده میشود.
S4 این حرف برای بیان سرعت دوران اسپیندل استفاده می شود. مقدار S برحسب دور بر دقیقه می باشد.
F3 برای تعیین سرعت پیشروی از این حرف استفاده می شود اگر این کد به همراه G94 به کار رود پیشروی بر حسب میلی متر بر دقیقه و اگر با G95 استفاده شود برحسب میلی متر بر دور می باشد.
در جداول زیر مقایر مقدماتی برای توابع m و G آورده شده است.

برنامه نویسی پارامتری
از نظر تاریخی این نوع برنامه نویسی تحت عناوین مختلف مثل Macro Custom ، User Taskو … مطرح بوده است. سیکل های استاندارد تعریف شده در ماشینهای CNC از این نوع برنامه نویسی هستند که از قبل شرکت سازنده به صورت پارامتری تعریف کرده است و فقط کافی است مقادیر با پارامترها جایگزین شوند. در ماشین های امروزی ، تعریف این سیکل ها نیز در اختیار کاربر قرار داده شده است. در این برنامه نویسی همچنین از توانایی محاسبات مثلثاتی و جبری کامپیوتر می توان استفاده کرد. از کاربردهای این روش می توان برنامه نویسی قطعات هم خانواده و تعریف سیکلهای جدید را بر شمرد.
برنامه نویسی هندسی
تعریف اجزاء هندسی یک قطعه و تعریف حرکت ابزار بر روی اجزاء را برنامه نویسی هندسی می گوییم بر خالف برنامه نویسی دستی که G کدها را می نوشتیم در اینجا فقط اجزاء هندسی را تعریف می کنیم و خود برنامه آ نها را به G کد تبدیل می کند. در این دسته زبانهایی مثل Automatically(APT (Tools Programed ، EXAPT وIBMPCAPT قرار دارند. این روش برنامه نویسی سطح بالاست و احتمال اشتباه درآن کمتر است.
در این پست به معرفی اجمالی برنامه نویسی دستگاه فرز CNC پرداخته شد در صورتیکه در این خصوص سوالی دارید و یا نیاز به خدمات ساخت و تولید قطعه دارید با ما در تماس باشید و یا اینجا کلیک کنید.
مرجع: ماشین های کنترل عددی- بشیر مصدق